

准备进入砂型3D打印世界...
无模具 · 任意复杂结构 · 成本降40% · 从设计到成品1-3天
已有客户完成大批量量产验证
砂型3D打印已被验证——我们将前沿技术的「可能性」,转化为客户手中笃定的「可行性」。
一个复杂结构件,传统模具周期动辄数十天。在这里,从三维数据到可浇铸的合格砂型,可缩短至数天。产品上市的快慢,首次从漫长的传统模具制造周期中解放出来。
面对多品种、小批量的市场趋势,订单无需凑「批量」,生产无需等「排期」。真正实现按需生产,快速响应。
以极低成本和极短周期,全流程验证技术路线的可靠性。砂型3D打印能将复杂件开发成本降低70%。这背后,是更宝贵的市场先机。
使用CAD软件设计砂型模具的3D模型,包括浇注系统、冒口和排气道。工作箱尺寸最大可达4000×2500×1200mm,支持从微型精密件到超大型铸件的全尺寸覆盖。
专业切片软件将3D砂型模型切成一层一层,每层厚度0.3-0.4mm,打印分辨率达400-550dpi,自动生成打印路径和喷射数据。
全自动供砂系统在打印平台上均匀铺设一层薄砂,作为下一层打印的基础。支持覆膜砂、石英砂等多种粉体,新旧砂可按任意比例混合,大幅降低材料成本。
工业级压电喷墨打印头精确喷射粘结剂到砂层指定位置。自研驱动芯片,128通道、220V高压驱动,多喷头并行工作。有粘结剂的地方固化成实体,没有的地方保持松散——这就是砂型3D打印的核心原理。
铺砂、打印、固化循环往复,逐层堆叠直到完成整个砂型。双工作台设计实现不间断生产,单层打印仅需18-20秒,数百至上千层全自动运行。
打印完成后,通过振动和吹气移除未固化的松散砂子,露出完整的砂型模具。砂型精度达±0.3mm/300mm,整个过程无需人工敲模,砂料可回收再利用。
将砂型合箱,从浇口杯注入1200-1600°C的熔融金属液。兼容铸铁、铸钢、铝合金、铜合金等多种铸造材料,金属液在砂型腔体内冷却凝固成型。
冷却后打碎砂型,取出最终的金属铸件。最终铸件精度±0.1%(max),广泛应用于汽车零部件、航空航天、模具制造和艺术铸造等领域。软硬件完全自主开发,长期稳定可靠。
与传统铸造相比,砂型3D打印在交期、成本和精度上全面领先。
从汽车到航空航天,砂型3D打印正在重塑铸造行业的边界。
传统模具无法脱模的结构
新产品开发、样件打样
航空航天、船舶、能源
停产零件、紧急维修
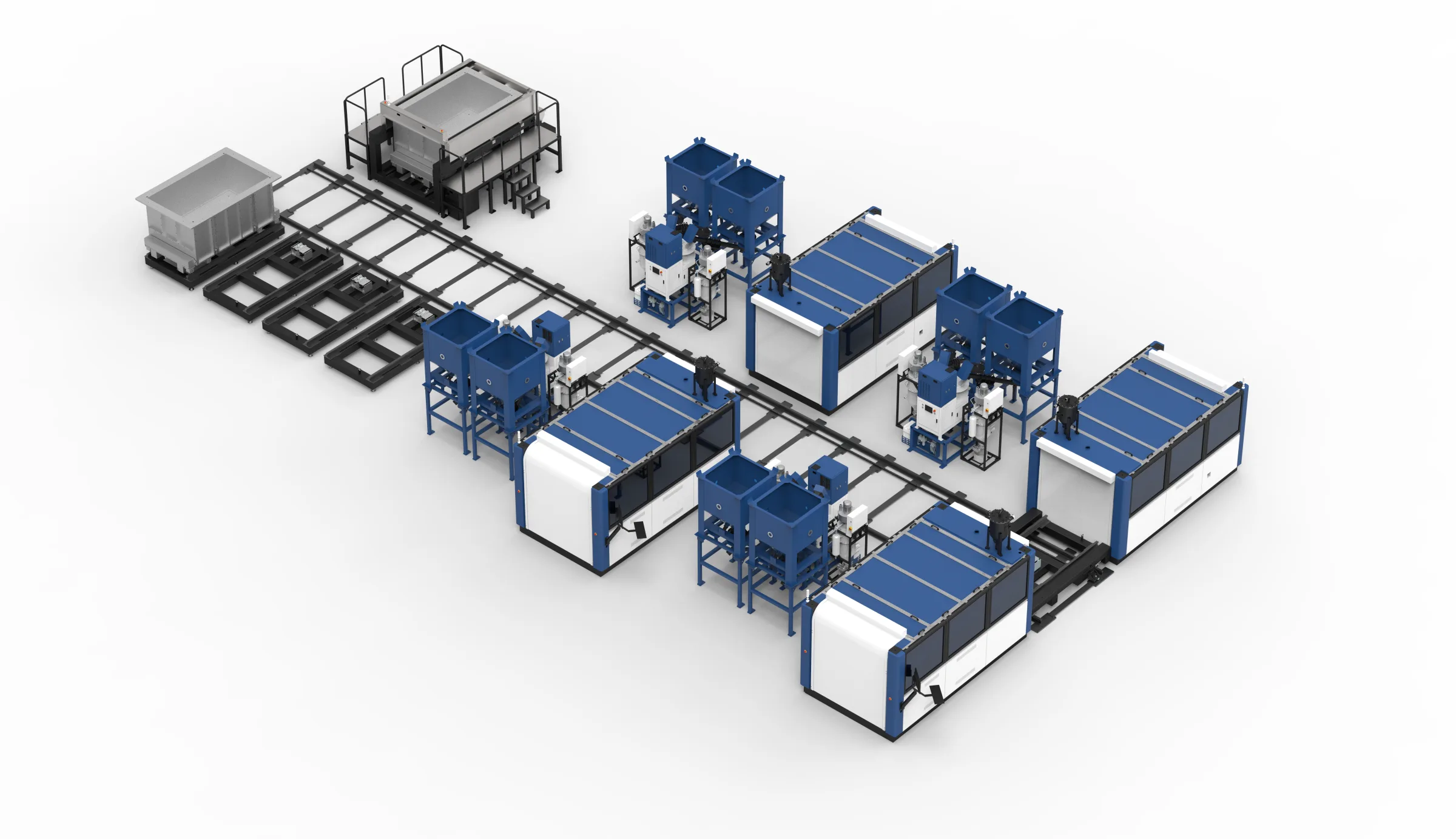
替代传统造型线,多机并行
他们已经在用砂型3D打印解决真实生产问题。
某汽车零部件厂需要快速验证新款发动机缸体设计。传统开模周期25天,模具费3.2万,试制一次就要等一个月。
某船用阀门厂遇到传统工艺瓶颈:阀门体内腔结构复杂,脱模困难,部分结构根本无法实现。每个型号都要单独开模,成本和时间都无法接受。
某航天配套厂需要1200mm大型结构件,长期依赖进口,交期不可控、成本居高不下。采用分块打印拼装方案,实现国产替代。
已服务汽车、高铁、冶金、船舶、航空航天等多个行业的铸造企业,设备累计运行超过数万小时,完成数百种铸件的砂型打印与浇注验证。查看客户案例 →
我们交付的远不止一个砂型,而是一套经过验证的数字化工艺解决方案。全链条可追溯,每一次验证都转化为共享的工艺知识资产。
在数字世界协同仿真,预演金属充型与凝固全过程,提前规避缺陷。老师傅的经验库,被转化为可调用、可模拟的数字工艺包。
3D砂型打印机将最优方案,逐层转化为高度精密的实体砂型。过程稳定、可控,精度达±0.3mm/300mm。
从砂型到最终铸件,全链条可追溯。铸钢、铸铁或铸铝,每种材料都有差异化的成套解决方案。
关于砂型3D打印、铸造3D打印、砂芯3D打印的常见疑问解答。
砂型3D打印(又称3D打印砂型、喷墨砂型打印)是一种数字化铸造工艺,利用工业级压电喷墨打印头,将粘结剂精确喷射到铺好的砂层上,逐层固化成型,直接打印出铸造用砂型和砂芯。无需传统木模或金属模具,从CAD三维设计文件直接到砂型成品,实现无模铸造。最大成型尺寸可达4000×2500×1200mm,层厚0.3-0.4mm,砂型精度±0.3mm/300mm,是从设计到铸件仅需1-3天的革命性铸造3D打印技术。
砂型3D打印的砂型精度为±0.3mm/300mm,最终铸件精度可达±0.1%(max)。打印层厚0.3-0.4mm,打印分辨率400-550dpi。与传统铸造工艺相比,数字化铸造的尺寸一致性更高,批次间几乎无差异。对于精密铸件,可配合后处理进一步提精。这种砂型打印工艺适用于对精度有较高要求的汽车零部件、航空航天铸件等应用场景。
砂型3D打印已在多个领域实现对传统铸造的替代,特别适合小批量试制、复杂内腔零件、快速修模和紧急替换件等场景。对于单件或小批量订单,砂型3D打印成本比传统工艺低35-40%,交期从7-30天缩短至1-3天。对于大批量生产,多台砂型3D打印设备并行运行也能满足产能需求。目前已有客户完成大批量量产验证。传统铸造需要先制作木模或金属模具,而3D打印铸造跳过模具环节,实现真正的无模铸造和数字化铸造。
砂型3D打印成本比传统铸造工艺低35-40%,主要体现在:①省去模具费用(传统木模数千至数万元,金属模更贵);②缩短交期85%,减少仓储和资金占用;③材料利用率超过90%,未固化砂料回收率>95%;④小批量无模具摊销,单件成本可控。使用砂型3D打印效能及成本测算工具,可根据铸件尺寸和批量快速估算具体成本。砂型打印成本随技术成熟持续下降,ROI回收周期通常在6-12个月。
砂型3D打印适合几乎所有的砂型铸造件,包括:①复杂内腔零件(发动机缸体、缸盖、水泵叶轮、排气歧管);②小批量试制件(新产品样件、参展样件、多方案并行验证);③大型铸件(燃气轮机叶片、船舶螺旋桨、风电轮毂,最大成型4000×2500×1200mm);④紧急替换件(停产设备配件、进口替代件);⑤批量生产(多台设备并行,灵活切换品种)。兼容铸铁、铸钢、铝合金、铜合金等多种铸造材料。
目前砂型3D打印设备的最大成型尺寸为4000×2500×1200mm(长×宽×高),可覆盖从几厘米的小型精密件到数米级超大型铸件。对于超出单次打印尺寸的超大铸件,可采用分块打印再组合的砂型打印工艺。层厚0.3-0.4mm,单层打印速度18-20秒,典型铸件的打印时间在数小时到十几小时不等。
不需要。砂型3D打印的核心优势就是无模铸造——直接从CAD三维设计文件打印砂型,完全跳过传统铸造中的木模、金属模制作环节。这不仅省去了数千至数万元的模具费用,还消除了脱模角度限制,支持任意复杂内腔结构的自由设计。设计修改也无需重新开模,改完CAD文件直接重新打印即可,几小时内完成,是真正的数字化铸造。
从CAD设计完成到铸件成品,砂型3D打印的典型交期为1-3天,比传统铸造(7-30天)缩短85%。其中:CAD设计调整0.5天,切片处理<10分钟,砂型3D打印数小时至十几小时(视尺寸和复杂度),清砂+浇注+冷却约1天。对于紧急需求,从收到图纸到交付铸件最快可在24小时内完成。双工作台设计支持不间断生产,大幅提升交付效率。